Çift Yüklemeci Uçan Kısma Uzunlukta Kesim Süzgeç 80m/min SUS CR GI GP galvalum
SUS CR GI GP galvalum çelik bobinleri Uçan Kısma Kısma Uzunluk Lini ile işlenebilir
Paslanmaz çelik levhası, düz karbon çelik levhasından çok daha yüksek dayanıklılığa ve daha iyi görünümlere sahiptir.ve daha yüksek hassasiyet gerektirir daha güçlü kesme uzunluk çizgisi iyi bakım veren paslanmaz çelik yaprak yüzey koruma.
Parametreler:
| - Hayır, hayır. |
Ürün |
Parametreler |
| 1 |
Hat Hızı |
0-80m/min |
| Kesme hızı |
Yaprak uzunluğu ((mm) kesme süreleri ((pcs/min) |
| |
500 mm 150 parça |
| |
800 mm 100 adet |
| |
1500 mm 53 adet |
| |
2000 mm 40 adet |
| |
3000 mm 27 adet |
| |
4000 mm 20 adet |
| |
6000mm 14 adet |
| 2 |
Toplam güç |
~480Kw |
| 3 |
Operatörlerin sayısı |
Teknik 1 kişi, işçiler 2-3 kişi |
| 4 |
Arazi alanı |
L40m × W10m |
Karakterler:
1- Çıkartıcı.
Geri gerilim ile aktif açma, gerilim kontrolü ve bobin dönüşü için uygundur, düşük gürültü.
Ultrasonik algılayıcı, sarma döngüsünün çapını kontrol eder (içeride lastik kolunun olup olmadığını serbestçe kontrol edebilirsiniz), gerilim otomatik modda sarma kuyruğuna ulaşırken serbestçe ayarlanabilir ve yavaşlanabilir.Lazer mesafeyi ölçüyor., operatör dokunmatik ekranda çelik bobinin genişliğini ayarlar ve çelik bobini mandrel üzerine yükler, butonu basarak bobini merkez çizgisinde merkeze yerleştirir.Mandrel genişleme basıncı zamanlamada telafi edilir eğer basınç salınımı çelik sarmal sapma önlemek için.
2. Kağıt soyucusu, yakın düğme, sarmalama paneli ve ana panel ile kontrol edilir. Kağıt kırılma alarmını kontrol etmek için fotoelektrik sensör.
3Makine tasarımı ve yapımı üzerinde iyi bir levha ürün yüzey koruma düzenlemesi.
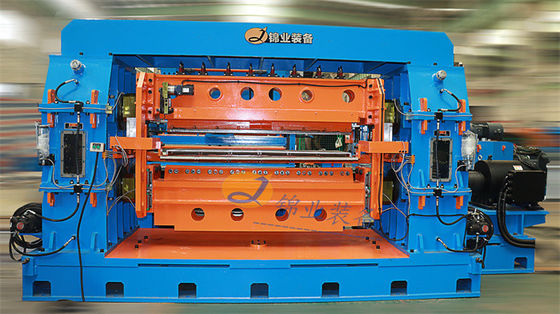
4. 6Yüksek Düzleştirme Makinesi ((iş ruloları, orta rulolar ve yedek rulo grupları,düzleştirme iş rulolarının sertliğini ve düzlüğünü sağlar, rulo çapı daha küçük olabilir ve düzleştirme düzlüğü daha iyi.
5Koltukları taşıyan düzeltme silindirlerinin eğilimleri, düzeltme silindirlerinin bükülme derecesine göre ayarlanabilir.Yedek rulo koltukları ile üst ve alt kirişler arasındaki temas küresel yüzey temasıdır., yedek yuvarlaklar ayarlandığında, yedek yuvarlaklar ile orta yuvarlaklar arasındaki hat temasını sağlamak için pozisyon serbestçe düzeltilebilir, bu da çalışma yuvarlaklarını korumak için iyidir.Düzleştirme silindirleri daha yavaş dönerken NC, levha yüzeyini korumak için beslenir.
6. Yaprak Uzunluğu besleyici: Tamamen kapalı döngü kontrolörü tarafından kontrol edilen iki kez konumlandırma, yaprak boyutuna eşitlenme etkisini önleyebilir ve uzunlukta kesimi yüksek hassasiyetle yapabilir.
Servo besleyicisi, iki çift çimdik rulo çimdik beslemeyi kaymadan hassas bir şekilde yapar.
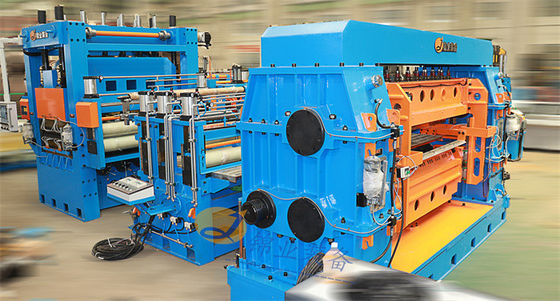
7. Döner uçuş kesme makinesi durdurmadan sabit miktarların birçok uzunluğunu sürekli keser. Servo motor kesme eylemini, düşük gürültü ve daha az boruyu kontrol eder.Servo, bellek fonksiyonu ile bıçak aralığını ayarlayan hızlı bıçak aralığını ayarlayabilir.
9. makinenin tüm kaynaklı yapısal parçası iyice kaynak gerginliği serbest bırakmak için ısıtmaya gidecek, bu şekilde, makine üretim hassasiyeti uzun süre istikrarlı olacaktır.Tüm büyük parçalar makine doğruluğunu sağlamak için büyük bir makine aracı veya CNC merkezi tarafından işlenirTüm dış kaynaklı parçalar, kalitesi ve performansı iyi olan iç veya yerli ünlü markaları kullanır.
10Yükleme: kesildikten sonra, bant taşıyıcı kesilmiş levhayı ilk yığıcıya teslim eder, makas masası otomatik olarak yığılmış levhaların yüksekliği masada arttıkça aşağı iner.Yaprak sayısı belirlenmiş miktarına ulaştığında, levha taşıyıcıyı ikinci yığıcıya geçmek için panel düğmesine basın. Önce makas masasının aşağıya doğru düşmesine izin vermek için düğmeye basın, sonra çıkış rulo masası levhaları operasyon tarafına gönderin.Bu taraftan., bir çelik sarmal kesimi sürekli ve verimlidir.


 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır! Turkish
Turkish